We
have dozens of photos, films, tests, which were conducted in the
laboratories of Moscow, Vladivostok, Astana. Here we show the
some results , our history and comparison with some analogues.
Introduction.
1. Winter diesel fuel produced by injecting depressants at the
refinery in original diesel fuel with a low wax content. For the
additives injecting is necessary that the temperature of the diesel
fuel was in the interval + 42 +62 degrees Celsius, which is written
in the manual to additives BASF and Clariant, and that easily
done in a refinery.
2. This process is not feasible in a tank farm where hundreds
of tons of residual summer diesel fuel can be heat neither technically
or organizationally. This process is not possible in a single
gas station - no one will give you the opportunity to heat the
rest of summer diesel fuel from the point of view of safety of
the object.
3. These difficulties are eliminated traditionaly - increasing
quantity of additives (expensive and not effective), adding kerosene
and other diluents (expensive and dangerous), but more often just
sell
summer as winter diesel fuel, and here's the result.
We have the technology to remove the wax from the diesel fuel
but there are more cost-effective way - to make summer diesel
fuel suitable for use in winter, lower the freezing point and
the main the limit temperature of filterability. (minimum flow
point through the fuel filter)
|
|
|
|
Special
value of this technology includes three components :
1. combination of best homogenizer and system for injecting and
treatment fuel's additive
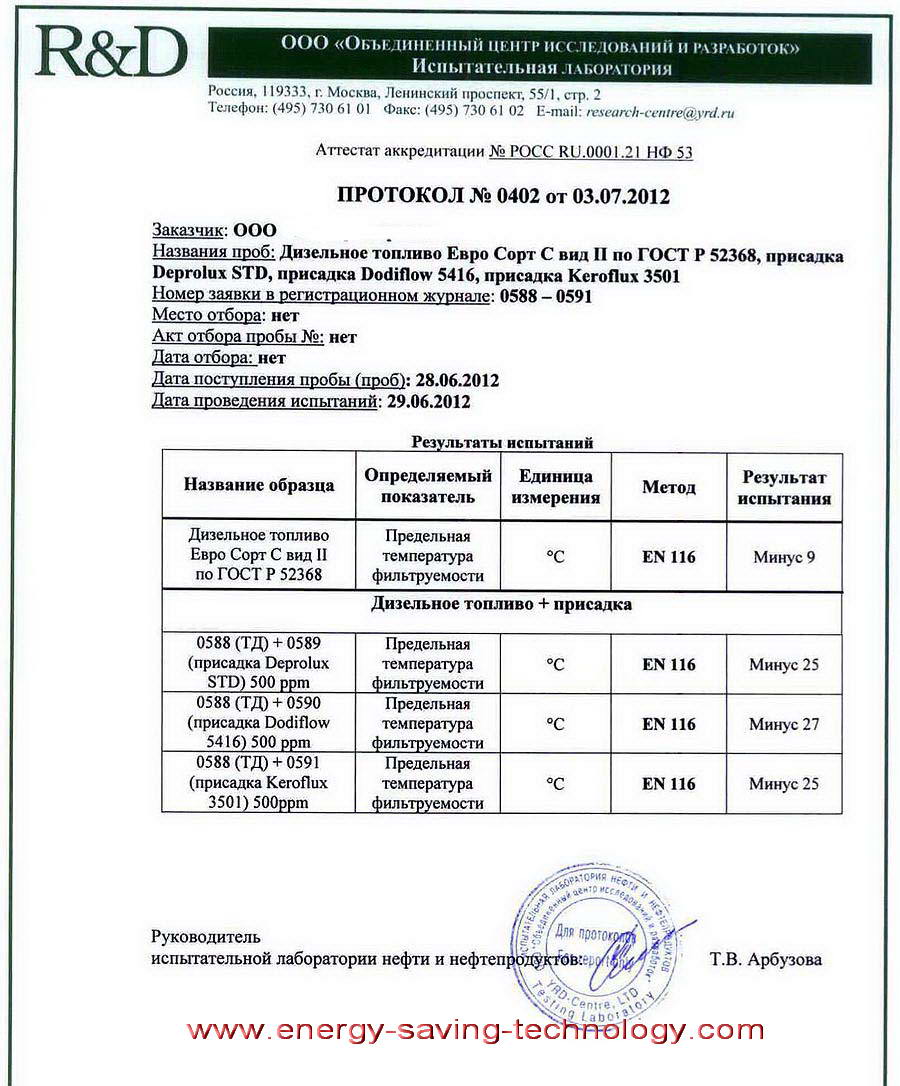
2 tested by best Russian
laboratories mono additive DEPROLUX that surpasses additives BASF
and Clariant. there is no need to install several flowmeters and
a complex system of mixing different ingredients or additives.
3 proven reliability in the harshest winter conditions in Kazakhstan.
Many people have tried to copy us, but no one achieved such a
result as the minimum energy consumption and the lack of fuel
stratification after holding it for 2 months at a temperature
of "-30" degrees C.
Left - the
results of TCM treatment - low viscosity marine fuel ( TCM - light
Russian fuel for diesel ship engines).
Shows the initial and final results. More
info here.
Fuel Processing was performed in the mobile apparatus with a capacity
of 6 cubic meters per hour of fuel
Other data for TCM and automotive diesel fuel
here
Flow rate additives - 0.5-1.5 liters per 1 ton of fuel.
Initial fuel
data : freezing "-10 "
filterability temperature limit "- 4 "
Final fuel data : freezing "- 35 "
filterability temperature limit "- 20"
Fuel Treatment occurred at "+7" and "-8" degrees
C ". |
|
|
|
|
|
|
|
|
comparable
single-purpose devices in size and power consumption.
Top left - manufacture of Ukraine, productivity
= 12-18 cubic meters per hour. (of which 12 cubic meters.
fuel itself), 18.5 kW, weight 350 kg, the operating pressure
of 10 bar.
Top right - Russian manufacture, productivity
= 20 cubic meters per hour, 100 kW, weight - vote for
yourself ... Require an additional pump for pumping fuel.
Left middle - the module
TRGA capacity 15 cubic meters per hour,
7.5 kW, 170 kg., the operating pressure of 8 bar
And it's not the latest new TRGA model. Technical
superiority is obvious.
Left lower. Homogenizer manufacture Germany
10-15 m. per hour.
These monsters are sold in Ukraine, representatives of
the German firm.
design - a seemingly a copy of the homogenizer Potapov
from 2000, Moldova They trying to sell one in Ukraine
in 2012. |
|
|
|
|
|
|
|
But
back to our results
The upper photo shows the results of tests carried out
in the winter of 2011.
1. Four samples left: In original summer
diesel fuel were injected some additives ( initial fuel
temperature 50 degrees C ) :
= Bottles
1 and 4 - BASF Keroflux 6100
(depressant) + Keroflux 3614 (dispersant)
in proportion 2:1
= Bottles 2
and 3 - Clariant Dodiflow 4273
(depressant) + Dodiflow 4500 (dispersant)
in proportion 2:1
The samples
were placed in a freezer at minus 23 degrees Celsius.
After 7 days, the samples were removed from the freezer,
their appearance is shown in the photo.
The result - clear signs of sedimentation (stratification)
to form two layers - the upper (transparent) and lower
(muddy), paraffin-rich crystals When using such a fuel
engine start or not possible at all or is rather difficult
(if fuel intake bottom).
In the case
of intake fuel on top of , the engine will be highly
unstable due to a strong reduction of the cetane number
Thus, the rate of sedimentation stability of the final
product (as determined experimentally) is one of the
main criteria when choosing depressants from different
manufacturers.
2.
bottles 6 and 5 - Deprolux (depressor, diesel fuel conditioner)
The
fuel temperature at the time of introduction depressants
- minus 2 degrees C !
Despite
the critical low temperature of the fuel at the time
of the introduction of additives, the samples have similar
low-temperature performance, while not giving signs
of sedimentation (phase separation)
And it's not the latest model of the additive DEPROLUX.
Chemical superiority is obvious.
|
|
|
|
|
|
|
|
|
|
Hundreds
of tests have been carried out
Comparisons were conducted on different sorts summer diesel
fuel.
The technology has been tested and optimized in our own
plant
again and again comparing the results of hot mix additives
and diesel fuel and additives and cold fuel using module
TRGA.
Photo on the left - manufacture winter diesel from a summer
in the stream. Productivity of the module 15 m. per hour.
The system mixing in, additive, accessories - everything
has improved, optimized, to eliminate problems and deficiencies
The results have always been better or not worse, but
without heating. |
|
|
|
|
|
The treated diesel fuel has become more transparent, increase
the lubricity of the fuel
(increase the resource engine fuel equipment)
increased combustion efficiency
(increase engine life, fuel economy)
|
|
|
|
This
technology has allowed to eliminate tarring diesel fuel
and diesel fuel stratification that may be often when using
conflict additives or substandard additives, because DEPROLUX
manufacturer can select the exact composition of specific
additives for species of diesel fuel.
Additive and module certified in Russia and are approved
for use in high risk industrial objects.
Now the equipment continues working in Russia, Kazakhstan,
in winter and summer, as the module can be used for the
production of high-octane gasoline from straight-run gasoline,
but that's another story ...
|
|
|
|
|
Next we look
1. History
of the creation modules TRGA (that you would understand
how much time and effort we spent on experiments and optimization
of design.
2. Technology for the
removal of paraffins from diesel fuel (I continue
to think that it is necessary to burn paraffin in the fuel and
not disposed of, but sometimes there is no way out and that is
technology)
3. Technology to remove sulfur from diesel fuel
(98% sulfur removal, it is temporarily prohibited by developer
until the industrial testing)
4. The
film - the winter start of my personal car with diesel
fuel that I made from summer diesel fuel on my micromodules TRGA
( 600 liters per hour, 15 kg, 220 volts, 330 watts.) using additives
DEPROLUX.
Below - a report for the first commercial application
modules TRGA, to reduce the limit temperature filtration winter
diesel produced from summer diesel in 2011, after several months
of commercial operation.
A short translation
: " Our company has received the
following effects high degree of homogeneity of the fuel, increasing
the cetane number by 2-3 units, increase production efficiency
has increased our sales by 13%, an additional effect - no stratification
during long storage "
|
|
|
|
All photos were taken at our objects.
The authors of the photos and results: Andrei Serov (Moscow, DEPROLUX),
Andrei Ruban, Daniel Fadeev, Konstantin Animitsa
|